
Cách hàn nhôm bằng máy hàn Tig và những lưu ý!
30/06/2022 2327
Máy hàn Tig hàn nhôm có khả thi không và cách hàn như thế nào là tối ưu và đảm bảo chất lượng tốt nhất, cần tuân thủ những lưu ý gì để có mối hàn bền đẹp? Sau đây thongtinkythuat.com sẽ đưa ra một số những lưu ý khi hàn nhôm bằng máy hàn Tig để bạn nắm được!
Máy hàn Tig có hàn được nhôm không?
Hàn Tig dùng khí Argon là giải pháp tốt nhất để hàn nhôm, tuy nhiên không phải máy hàn Tig nào cũng hàn được nhôm, được giải thích như sau:
Như chúng ta biết nguyên lý hoạt động của máy hàn Tig sử dụng phương pháp hàn điện cực Vonfram không nóng chảy trong môi trường khí trơ (khí trơ là Argon và Heli), cho phép hàn hầu hết các kim loại phổ biến hiện nay như sắt, thép, đồng, nhôm,…
Tuy nhiên máy hàn Tig lại sử dụng dưới 2 dạng nguồn điện là xoay chiều DC và một chiều AC và AC là thích hợp nhất để hàn nhôm vì nhôm có tính oxy hóa cao nên bề mặt luôn phải có một lớp oxit nhôm nhưng lớp oxit nhôm nóng chảy hơn 2000 độ C, trong khi nhôm độ nóng chảy là 650 độ C nên nếu hàn nhôm bằng máy hàn DC thì ớp oxit nhôm trên vũng hàn sẽ cản trở phần nhôm mà bạn đang cố hàn, còn với máy hàn AC lớp màng oxit bị phá vỡ khỏi bề mặt nhôm khi dòng điện di chuyển từ phôi sang điện cực, nhờ vậy là hàn nhôm bằng máy hàn Tig AC là giải pháp tối ưu nhất.
Các bước chuẩn bị hàn nhôm bằng máy hàn Tig
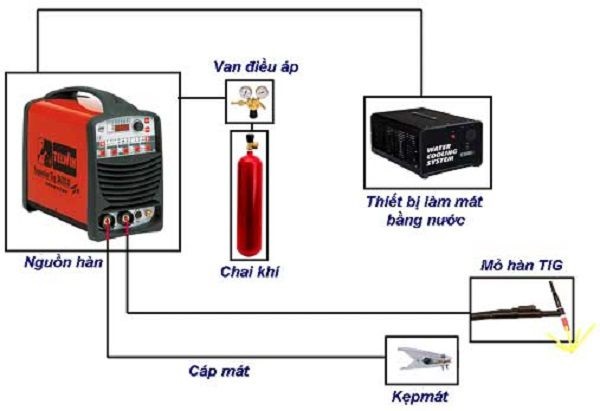
Để hàn nhôm cần chuẩn bị một số dụng cụ và các bước chuẩn bị như vệ sinh vật hàn, lựa chọn điện cực, lắp đặt máy hàn và chỉnh thông số kỹ thuật,…
Lựa chọn máy hàn Tig
Như đã trình bày thì máy hàn Tig AC (dòng điện xoay chiều) là máy hàn điện tử thích hợp nhất để hàn nhôm, vì dòng điện xoay chiều hỗ trợ trong quá trình vệ sinh bề mặt vật hàn hiệu quả hơn, ngăn chặn oxit nhôm xuất hiện.

Lựa chọn đóng loại máy hàn Tig để hàn nhôm
Vệ sinh vật hàn
Không chỉ hàn nhôm mà trước khi thực hiện công đoạn hàn cho bất kì kim loại nào cũng phải vệ sinh bề mặt, đó là bước bắt buộc để đảm bảo mối hàn ăn chắc. Ví dụ nếu bề mặt cần hàn mà có bám dầu mỡ, có oxit nhôm hay lớp sơn tĩnh điện thì cần phải chùi sạch, nếu không độ ngấu của kim loại sẽ bị hạn chế.
Có thể dùng búa gõ sỉ, bàn chải thép để cạo sạch lớp oxit bên ngoài, hoặc có thể dùng đến dung môi, hóa chất để tẩy rửa.
Chọn điện cực cho máy hàn
Khi hàn nhôm hoặc vật liệu là hợp kim nhôm với Magie, bạn nên chọn điện cực Vonfram có đầu tròn và đầu nhọn. Đây là điện cực được sử dụng phổ biến trong hàn thép carbon, thép không gỉ, hàn nhôm.
Sau khi hoàn thành chọn điện cực, bạn cần thao tác lắp điện cực vào mỏ hàn. Lưu ý, khi lắp đặt cần phải để trống một khoảng 3.2mm ở đầu điện cực.
Cách chọn khí bảo vệ
Khí hàn bảo vệ thích hợp nhất để hàn nhôm chính là khí Argon. Loại khí này dễ dàng làm sạch cho mối hàn và xâm nhập tốt vào vật hàn. Trong trường hợp, bạn cần hàn hợp kim nhôm 5XXX nên dùng khí hỗn hợp Argon và heli giúp trong khi hàn hạn chế sự xuất hiện của oxit magie.
Chọn điện cực và khí bảo vệ chính xác, hỗ trợ hàn đúng kỹ thuật
Cách hàn nhôm bằng máy hàn Tig
Sau đây thongtinkythuat.com sẽ hướng dẫn cho bạn cách hàn nhôm bằng máy hàn Tig qua các bước sau:
Hướng dẫn mồi hồ quang, chọn chiều dài hồ quang
Trên máy hàn AC DC, bạn gạt công tắc về nguồn AC trước khi hàn nhôm.
Khi tiến hành mồi hồ quang, bạn cần mồi gần sát với điểm đầu của đường hàn. Bạn cần mồi hồ quang đến khi vũng hàn xuất hiện thì bắt đầu kéo mỏ hàn cho đến hết đường hàn.

Tiến hành mồi hồ quang đúng cách
Chú ý bạn cần chọn chiều dài hồ quang đạt chuẩn nhất ở mức 1,5 lần so với đường kính của điện cực. Chiều dài của hồ quang càng ngắn sẽ mang đến mối hàn càng hẹp và hàn chiều sâu lớn. Nguyên nhân bởi nhiệt của hồ quang được tập trung sẽ khiến mối hàn có độ ngấu cao.
Lưu ý, trước khi tiến hành ngắt hồ quang bạn nên đẩy nhanh tốc độ hàn. Điều này sẽ đảm bảo hạn chế được các vết nứt, lõm nằm ở vị trí cuối đường hàn.
Chọn góc nghiêng khi hàn
Trong trường hợp hàn nhôm tại vị trí giáp mối, bạn cần chọn góc nghiêng của mỏ hàn là khoảng 90 độ. Nếu độ dày của vậy hàn không bằng nhau, bạn sẽ cần thực chuyển mỏ hàn hơi lệch về phía vị trí có độ dày hơn. Cách này sẽ giúp có nhiệt độ của mỏ hàn tiếp xúc nhiều với phần dày để sự nóng chảy đảm bảo được cân bằng.
Đối với vị trí giáp nối nên đặt góc nghiêng của mỏ hàn khoảng 90 độ. Nếu độ dày 2 mảnh ghép hàn nhôm không bằng nhau thì cần chuyển mỏ hàn hơi lệch về phía vị trí có độ dày hơn, cách này sẽ làm cho nhiệt độ của mỏ hàn tiếp xúc nhiều với phần dày để sự nóng chảy đảm bảo được cân bằng.
Thao tác hàn nhôm
Thao tác hàn nhôm phải nhanh vì nhôm có tính dẫn nhiệt cao nên cần thao tác nhanh, để đảm bảo mối hàn không bị nóng chảy.

Hàn nhôm cần thao tác nhanh
Hi vọng với các bước hướng dẫn trên, bạn sẽ biết cách hàn nhôm đúng kĩ thuật. Lưu ý việc sử dụng đúng loại máy hàn và lưu lượng khí hàn ra đủ sẽ giúp mối hàn nhôm bóng đẹp và chắc chắn. Bạn có thể tham khảo chọn mua những hãng cao cấp như máy hàn Jasic hay máy hàn Hồng Ký để cho kết quả tốt nhất.



















