
Cách hàn inox không bị đen tại nhà bằng máy hàn Tig!
11/05/2022 2390
Hàn inox bằng máy hàn Tig là giải pháp tốt nhất tính đến thời điểm hiện nay, tuy nhiên không phải ai sử dụng máy hàn Tig hàn inox đều cho ra kết quả đẹp như nhau, nếu mối hàn bạn làm ra bị đen, rỗ khí, đường hàn không đều, hay thậm chí là bị thủng mối hàn thì bài viết sau đây sẽ giúp bạn khắc phục được những lỗi trên!
Tại sao mối hàn inox bị đen
Muốn tìm ra giải pháp, đầu tiên phải tìm ra nguyên nhân. Sau đây là một vài lý do khiến cho mối hàn inox bị đen có thể bạn đang gặp phải
1. Đầu tiên là không sử dụng đúng loại máy hàn: Phải chọn đúng máy hàn inox chuyên dụng, cụ thể là máy hàn Tig, mặc dù là máy hàn que vẫn có thể hàn được inox nhưng mối hàn sẽ bị đen do không được khí bảo vệ.
2. Khí bảo vệ Argon ra không đủ: Như chúng ta đã biết nếu mối hàn inox được khí bảo vệ sẽ bóng sáng, còn nếu không đủ khí hoặc không có thì chất lượng mối hàn sẽ đi xuống, bị oxi hóa, đen xỉn.
3. Kim hàn tù: Kìm hàn tù cũng là một trong nguyên nhân khiến mối hàn bị đen, rỗ khí, nhiệt không tập trung vào một điểm. Vì vậy mà người ta mới phải mài nhọn kim hàn trước khi sử dụng.
4. Thao tác hàn chưa đúng: Kỹ thuật hàn cũng sẽ khiến cho mối hàn không đạt chất lượng như mong muốn. Phần này chúng tôi sẽ đề cập kĩ hơn ở mục dưới.
5. Hàn inox ở nơi có gió: Gió là tác nhân ảnh hưởng đến khí bảo vệ, làm thổi lệch hướng đi của khí ra và mối hàn không nhận được sự bảo vệ của Argon.
Xem thêm: TOP 5 máy hàn inox bán chạy nhất

Mối hàn inox bị đen gây mất tính thẩm mỹ
Cách hàn inox đẹp tại nhà
Sau đây, chúng tôi sẽ chỉ cho bạn cách hàn inox đẹp, đơn giản tại nhà mà không phải ai cũng biết!
Chọn loại khí phù hợp
Để hàn inox nên sử dụng máy hàn Tig là tốt nhất và khí bảo vệ là Argon hoặc khí trộn giữ Argon + Heli, cụ thể đối với inox mỏng nên dùng khí sạch Argon 100%, đối với inox >1mm có thể dùng khí Argon, hoặc hỗn hợp khí 25% Argon + 75% Heli, dòng khí này sẽ bảo vệ mối hàn dày tốt hơn, tăng nhiệt lượng hồ quang do đó cải thiện chiều sâu thấu.
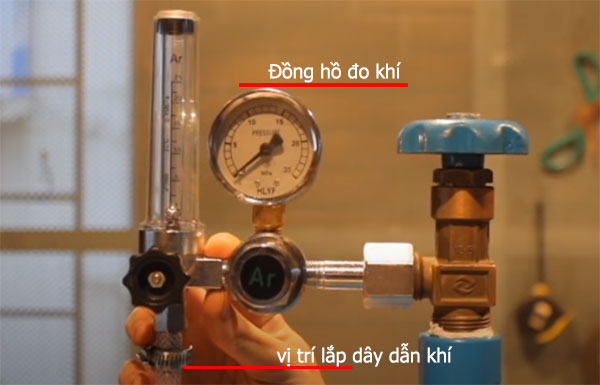
Kiểm tra và chỉnh khí bảo vệ
Khí bảo vệ quyết định nhiều đến tính thẩm mỹ của mối hàn. Mối hàn bị đen, xỉn màu hay ố vàng là do không được khí bảo vệ đủ hoặc rò rỉ khí vì lắp đặt không chặt. Vì vậy cần:
- Sau khi lắp đặt máy hàn, cần kiểm tra các đầu nối khí đã đảm bảo chắc chắn hay chưa, có bị rò rỉ khí hay không.
- Điều chỉnh khí hàn ra vừa đủ, không quá ít nhưng không quá dư, gây lãng phí. Nên thử nghiệm trước, với lượng khí như vậy là đã hợp lý chưa, nếu chưa thì điều chỉnh lại.
Chỉnh lượng khí hàn inox ra vừa đủ
Mài kim hàn
Kìm hàn tù khiến cho nhiệt không thể tập trung vào một điểm, vì vậy trước khi hàn luôn phải kiểm tra đầu hàn trước, nếu tù phải mài nhọn bằng máy mài.
Nên để kim hàn lòi ra khỏi súng hàn khoảng 3 – 5mm.
Lựa chọn dòng hàn phù hợp
Dòng hàn quyết định đến nhiều vào chất lượng mối hàn, để điều chỉnh dòng hàn cần dựa vào bề dày vật hàn, kim hàn, tình trạng nguồn điện (yếu hay khỏe).
Trên các bao bì của hộp kim hàn, NSX đã đưa ra các thông số về cách chỉnh dòng hàn tương ứng với loại kim hàn. Bạn có thể dựa vào đó để điều chỉnh con số Ampe phù hợp nhất vì dòng hàn không chỉ phụ thuộc vào loại kim hàn mà còn phụ thuộc vào nguồn điện sử dụng, loại máy hàn mà bạn đang dùng như thế nào nữa, ví dụ máy hàn Hồng Ký sẽ có cách chỉnh khác với máy hàn Jasic,…
Tham khảo quy chuẩn điều chỉnh dòng hàn cho từng loại kim hàn:
- Kim hàn 0.5 ly, nên chỉnh dòng hàn ~30A.
- Kim hàn 1 ly, nên chỉnh dòng hàn ~100A.
- Kim hàn 1.5 ly, nên chỉnh dòng hàn ~120A.
- Kim hàn 2 ly, nên chỉnh dòng hàn ~150A
Thao tác hàn inox đúng chuẩn
Ngoài các yếu tố là dòng hàn, khí hàn,… thì thao tác hàn, kỹ thuật hàn cũng rất quan trọng, đòi hỏi thợ hàn cần phải khéo léo xử lý trong từng thao tác để mối hàn ra đồng đều, bóng sáng và không bị đen. Và để làm được điều này, ngoài học lý thuyết, thợ hàn cần phải thực hành nhiều lần.
Khi đặt kim hàn cần phải tính kĩ khoảng cách tầm khoảng 2mm là đẹp nhất, vừa đủ để mối hàn ngấu sâu mà vẫn đảm bảo khí hàn thổi đúng vào vị trí cần hàn. Không được đặt quá sát vào bề mặt hàn và cũng không được đặt quá xa, điều này sẽ làm ảnh hưởng đến chất lượng mối hàn, khiến lượng khí bảo vệ mối hàn không đảm bảo.
Còn góc hàn tốt nhất là đặt nghiêng một góc 45 độ so với hướng dịch chuyển.
Vì sau khi chấm dứt hồ quang khí vẫn còn ra tiếp để bảo vệ mối hàn, vì vậy không nên nhấc kim hàn ra vội, phải chờ để thêm 1 giây nữa để lượng khí ra được bảo vệ trọn vẹn mối hàn mới giúp mối hàn bóng sáng, không bị xỉn đen.

Cách tẩy trắng mối hàn sau khi mối hàn bị đen!
Mối hàn bị đen là “chuyện xui rủi” mà trong quá trình làm việc không ai có thể tránh khỏi, ngay cả thợ hàn chuyên nghiệp , để khắc phục mối hàn bị đen thì chỉ còn một cách nữa là tẩy trắng mối hàn. Đây là giải pháp dự phòng mà các xưởng hàn inox đều đã được trang bị.
- Đối với mối hàn dày thì bạn có thể mài nhẹ nhàng bằng máy mài khuôn, không khuyến khích thực hiện cách này với mối hàn mỏng, vì mài sẽ làm mối hàn bị yếu đi.
- Đối với xưởng chế tạo inox chuyên nghiệp không thể không biết đến máy tẩy inox (hay còn gọi là máy xử lý mối hàn inox): đây là cách để giải quyết mối hàn inox bị đen sau khi hàn, giúp loại bỏ những vết đen, ố vàng, xử lý nhanh chóng giúp mối hàn trắng bóng đẹp, tính thẩm mỹ cao.
Máy tẩy trắng inox thì giá cao, chỉ phù hợp với những đơn vị, nhà máy chế tạo inox chuyên nghiệp. Vì vậy với những thợ tay ngang thì đầu tiên cần phải thực hiện thao tác đúng kỹ thuật bằng những hướng dẫn ở trên để đảm bảo mối hàn đẹp ngay từ ban đầu, không mất thời gian và chi phí phải xử lý lại.
Cảm ơn đã theo dõi bài viết!



















