
Cách hàn đứng, hàn leo đúng kỹ thuật, thợ hàn nào cũng phải nắm được!
16/06/2022 2137
Hàn đứng hay còn gọi là hàn leo là cách thức hàn đơn giản, phổ biến mà thợ hàn nào cũng phải nắm được về kĩ thuật. Hàn đứng sẽ không đạt yêu cầu nếu không nắm được kĩ thuật hàn cơ bản. Sau đây, thongtinkythuat.com sẽ hướng dẫn bạn cách hàn leo đúng cách bằng máy hàn que!
Hàn leo, hàn đứng là gì?
Hàn điện có rất nhiều tư thế trong không gian, trong đó hàn leo là một trong những trường hợp phổ biến. Được gọi là hàn leo khi đường hàn phải nằm vuông góc với mặt đất.
Kỹ thuật hàn leo có 2 cách:
- Một là hàn từ dưới lên – cách này được khuyên dùng và áp dụng nhiều nhất vì dễ thực hiện, cho kết quả tốt.
- Hai là tư thế hàn từ trên xuống dưới được áp dụng đối với vật liệu mỏng.
Cách điều chỉnh máy hàn
Tùy vào vật liệu bạn cần hàn mà sẽ chọn loại máy hàn điện thích hợp, ví dụ với inox thì chọn máy hàn Tig còn hàn sắt, thép thì dùng máy hàn que hoặc máy hàn Mig.
Sau đây chúng tôi sẽ hướng dẫn các bạn hàn đứng với máy hàn que: Tùy vào vật hàn dày hay mỏng mà sẽ chọn loại que hàn có đường kính phù hợp và cách chỉnh dòng hàn tương ứng.
Trong kỹ thuật hàn đứng, bạn nên điều chỉnh dòng hàn thấp hơn ~ 10 Ampe so với cách hàn ngang (sử dụng cùng một loại que hàn).
Xem thêm: Cách chỉnh dòng điện cho từng loại que hàn sao cho hợp lý,
Lưu ý, cách chỉnh dòng hàn đối với từng loại máy hàn sẽ không chính xác như con số mà thongtinkythuat đưa ra. Vì còn phải tùy vào nguồn điện lưới bạn đang dùng có khỏe không, kết cấu máy hàn ra sao vì mỗi NSX sẽ làm ra với loại máy hàn khác nhau.
Vì vậy tốt nhất từ con số mà mình đưa ra, hãy dựa vào đó để tăng/giảm sao cho hợp lý nhất nhé. Việc điều chỉnh dòng hần khá là quan trọng để quyết định mối hàn leo có chất lượng không, vậy nên hãy lưu ý nhé!

Cách điều chỉnh dòng hàn trên máy hàn khi hàn đứng
Hướng dẫn cách hàn đứng
Góc hàn đứng
Ngoài căn chỉnh dòng hàn thì lựa chọn góc độ que hàn cũng quan trọng không kém. Với cách hàn đứng, nên để que hàn nghiêng khoảng 20 – 30 độ (như hình). Tuyệt đối k tạo góc nghiêng quá vì sẽ làm hồ quang nóng chảy chảy xuống, gây xệ mối hàn.
Dao động hàn đứng
Tùy vào bề dày vật hàn sẽ chọn cách dao động que hàn và tư thế hàn khác nhau, sao cho phù hợp. Ví dụ với sắt mỏng dưới 1mm thì chọn cách hàn chấm bon (ngắt quãng) và đi từ dưới lên trên; còn tới tấm sắt dày trên 1mm thì hàn liên tục cũng theo hướng đi lên theo dao động hàn ziz zac hoặc vòng cung.
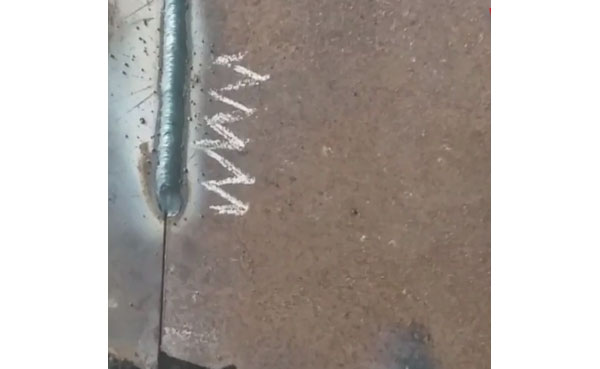
Mô tả các đưa que hàn theo đường ziczac khi hàn đứng cho vật hàn dày
Khi hàn đứng, vũng hàn cách nhau 1/3 để khi hồ quang nóng chảy và chảy xuống vào chỗ trống mà mình đã chừa ra đó là vừa, không làm mối hàn bị chảy xệ.

Kỹ thuật hàn đứng nên theo chiều dưới đi lên
Tốc độ hàn
Đối với hàn chấm bon trên vật liệu mỏng, thì sau mỗi lần kết thúc điểm hàn, bạn gẩy nhẹ que hàn sang phải.
Đối với sắt dày, thì sau mỗi lần nên chọn đường hàn đi zic zac, vòng cung liền mạch, không ngắt quãng, đẩy nhanh tốc độ hàn nhanh hơn.
Nhớ dùng búa gõ xỉ để loại bỏ gỉ sét sau mỗi lần hàn, bạn sẽ nhanh chóng có được kết quả nhu ý muốn.
Sau khi hàn xong, bạn gõ xỉ hàn để làm sạch và kết quả như hình dưới đây.

Thực hiện cách hàn mối hàn đứng
Trên đây là cách hàn leo cơ bản dành cho người mới mà bất kì thợ hàn nào cũng phải nắm được. Ngoài đọc hiểu lý thuyết bạn cần phải thực hành nhiều lần dưới nhiều vật liệu và loại máy hàn khác nhau. Nếu có nhu cầu mua máy hàn Jasic, máy hàn Hồng Ký chất lượng cao, vui lòng truy cập đến maydochuyendung.com để có được giá bán tốt nhất.
Hi vọng bài viết này sẽ mang đến cho bạn những thông tin hữu ích nhất cho người đọc. Cảm ơn đã theo dõi bài viết của thietbichuyendung.com!
Nguồn tham khảo: Tổng hợp



















